
Pallet conveyor systems for the chemical industry
MSK Pallet conveyor systems for the chemical industry
Fully automated pallet conveyor systems and pallet handling from the production line to the truck loading area

Special conveyor systems suitable for demands of chemical production
Combined with the fully automatic packaging systems MSK pallet conveyors work as an integrated transport and material flow system, controlled by the MSK software EMSY. Especially in the case of transportation to MSK packaging systems the precise positioning of the conveyed goods can be cost saving because the packaging film size can be minimized. The version of the MSK pallet conveyors which was conceived for chemical products is fitted out with corrosion-protected machine elements such as special corrosion resistant legs, stainless steel components and abrasion-resistant plastic coatings.

Advantages:
- Over 30 years an integral part of the MSK production with very high in-house production depth and quality standards
- Long-lasting premium components and corrosion-resistant materials
- Special carrier elements for smooth transfer of the pallet after a change in conveying direction (advantageous for slippery and unpackaged pallet loads)
- Development of individual solutions of pallet conveyor technology for products with special requirements
Stationary MSK pallet conveyors for the chemical industry
The comprehensive Transtech product program offers stationary pallet conveyor systems for almost all applications and pallet sizes in the chemical industry:
- MSK Roller conveyors
- MSK Chain conveyors
- MSK Plate conveyors
- MSK Shifting conveyors
- MSK Rotating elements

MSK Roller conveyors

MSK Chain conveyors

MSK Plate conveyors

MSK Shifting conveyors
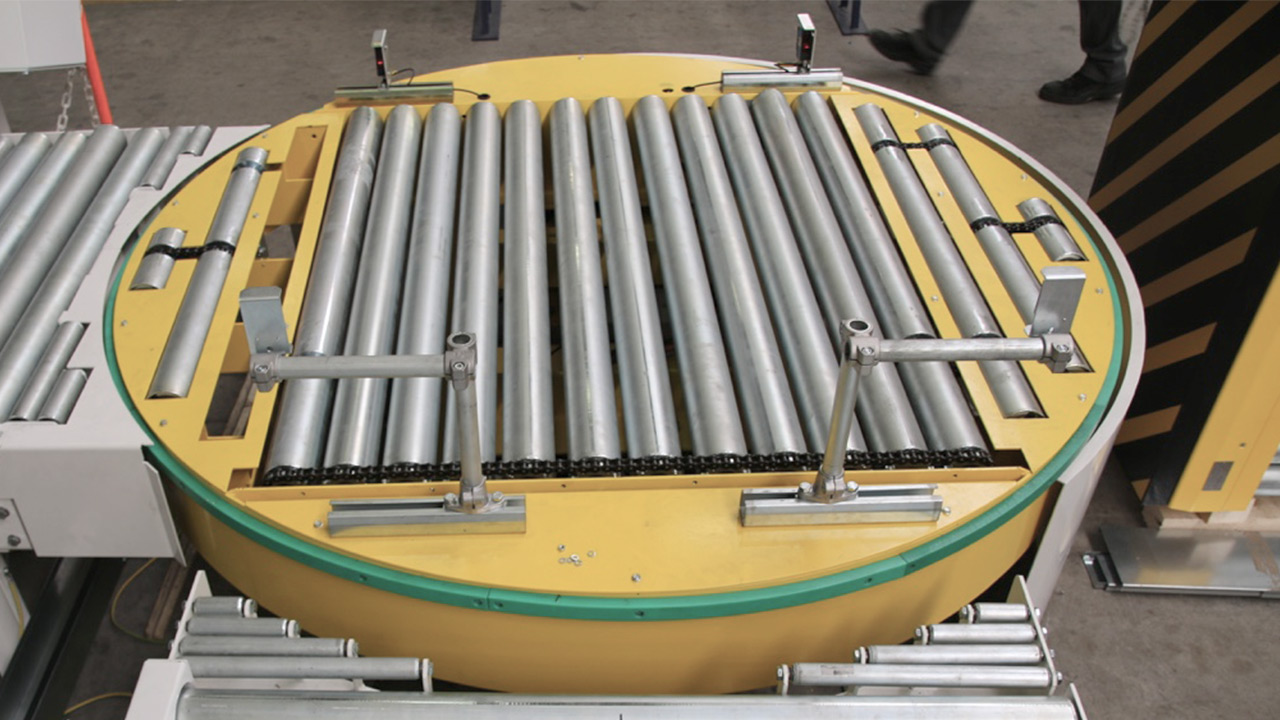
MSK Rotating elements
Mobile MSK pallet shuttle cars for the chemical industry
Where the use of stationary pallet conveyors for the connection of different production or conveyor lines is not possible, forklift trucks are often used to transport packaged or unpackaged pallets. As well as interrupting the production flow, this brings a heightened risk of accidents and motor emission gasses. The better alternative is mobile pallet transport systems, for a quiet and automated production flow and as well as the furthering of pallet relevant information to the warehouse.
- Shuttle Cars Linktech
- Vertical Conveyors
- AGV Transport Systems

Shuttle cars MSK Linktech

Vertical conveyors




